


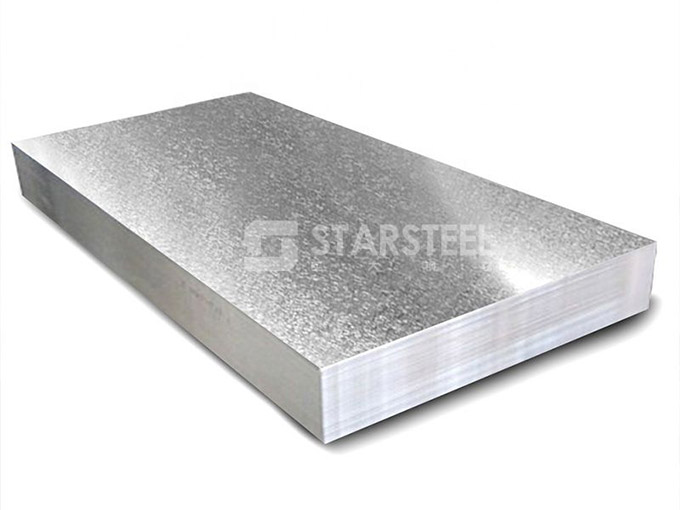
गॅल्वनाइज्ड
झिंक लेपित शीट जे उत्पादनाचे आयुष्य वाढवते आणि गंज टाळण्यास मदत करते.अधिक उष्णता प्रतिबिंब आणि आकर्षक देखावा सह, हे औद्योगिक इमारती, सायलो, धान्य कोठार, इतर अनुप्रयोगांच्या बांधकामासाठी आदर्श आहे. उष्णता परावर्तित करण्यात योगदान देते.
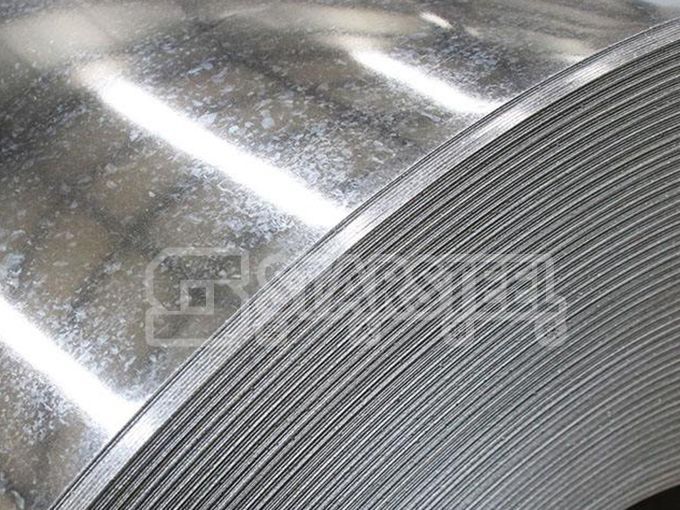
गॅल्वनाइज्ड शीट
आयताकृती नालीदार गॅल्वनाइज्ड शीट, गंजला उच्च प्रतिकार, छप्पर आणि औद्योगिक दर्शनी भागांच्या बांधकामासाठी आदर्श.दीर्घ उपयुक्त आयुष्यासह, ते आर्द्र वातावरणास प्रतिरोधक आहे आणि
गॅल्वनाइजिंग ही स्टीलची गंज टाळण्यासाठी एक किफायतशीर आणि प्रभावी पद्धत आहे आणि गॅल्वनाइज्ड स्टीलची जाडी साधारणपणे 0.35 ते 3 मिमी असते.इंग्रजी "गॅल्वनाइजिंग" म्हणजे गॅल्वनाइज्ड लेयर इलेक्ट्रोकेमिकली स्टील प्लेटचे संरक्षण करू शकते.1742 मध्ये, फ्रेंच मेलोमन (मेलोमिन) ने हॉट-डिप गॅल्वनाइजिंग पद्धतीचा यशस्वीपणे अभ्यास केला.1836 मध्ये, फ्रेंच सोरेल (सोरेल) ने औद्योगिक उत्पादनासाठी हॉट-डिप गॅल्वनाइजिंग पद्धत लागू केली.1837 मध्ये, एचडब्ल्यू ग्रॅफर्डने फ्लक्स पद्धतीने हॉट-डिप गॅल्वनाइझिंगसाठी पेटंट मिळवले.1935 मध्ये, अमेरिकन सेंडझिमिर (टी. सेंडझिमिर) ने स्ट्रिप स्टीलच्या सतत हॉट-डिप गॅल्वनाइझिंगसाठी संरक्षणात्मक गॅस कमी करण्याची पद्धत वापरण्याचा प्रस्ताव दिला, ज्याला सामान्यतः "सेंडझिमिर पद्धत" म्हणून ओळखले जाते.1937 मध्ये, युनायटेड स्टेट्समध्ये पहिली सेंडझिमिर सतत हॉट-डिप गॅल्वनाइझिंग लाइन बांधली गेली.चीनने 1940 च्या दशकात अनशानमध्ये हॉट-डिप गॅल्वनाइज्ड शीट्सचे उत्पादन सुरू केले आणि 1979 मध्ये वुहानमध्ये स्ट्रिप स्टीलसाठी पहिली सतत हॉट-डिप गॅल्वनाइजिंग लाइन तयार केली गेली.

गरम बुडविणे
हॉट-डिप गॅल्वनाइझिंग पद्धत आणि इलेक्ट्रोप्लेटिंग पद्धत असे दोन प्रकार आहेत.हॉट-डिप झिंक लेयरची जाडी साधारणपणे 60 ~ 300g/m2 (सिंगल साइड) असते, ज्याचा वापर मजबूत गंज प्रतिरोधक भागांसाठी केला जातो.इलेक्ट्रोप्लेटेड झिंक लेयर 10-50g/m2 (सिंगल साइड) आहे, जो मुख्यतः पेंट केलेले भाग किंवा पेंट न केलेल्या भागांसाठी वापरला जातो ज्यांना उच्च गंज प्रतिकार आवश्यक नसते.प्रीट्रीटमेंट पद्धतीनुसार हॉट-डिप पद्धत फ्लक्स पद्धत आणि संरक्षणात्मक वायू कमी करण्याच्या पद्धतीमध्ये विभागली गेली आहे.फ्लक्स पद्धत म्हणजे पृष्ठभागावरील ऑक्साईड काढून टाकण्यासाठी अॅनिल केलेल्या स्टील प्लेटचे लोणचे, नंतर ZnCl2 आणि NH4Cl असलेल्या फ्लक्स टाकीमधून जाणे आणि नंतर गॅल्वनाइझिंगसाठी वितळलेल्या झिंक टाकीमध्ये प्रवेश करणे.स्ट्रिप स्टीलच्या सतत हॉट-डिप गॅल्वनाइझिंगसाठी संरक्षणात्मक गॅस कमी करण्याची पद्धत मोठ्या प्रमाणावर वापरली जाते.पृष्ठभागावरील अवशिष्ट तेल जाळून टाकण्यासाठी स्ट्रीप स्टील प्रथम ज्वाला-गरम प्रीहिटिंग भट्टीतून जाते आणि त्याच वेळी, पृष्ठभागावर लोह ऑक्साईड फिल्म तयार होते;स्पंज लोह.स्ट्रीप स्टील ज्याची पृष्ठभाग शुद्ध आणि सक्रिय केली गेली आहे ते वितळलेल्या झिंकपेक्षा किंचित जास्त तापमानात थंड केल्यानंतर, ते 450-460°C तापमानावर झिंक पॉटमध्ये प्रवेश करते आणि जस्त थराची जाडी नियंत्रित करण्यासाठी एअर चाकू वापरते.शेवटी, पांढरा गंज प्रतिकार सुधारण्यासाठी ते क्रोमेट द्रावणाने निष्क्रिय केले जाते.
इलेक्ट्रोप्लेटिंग
वापरलेल्या प्लेटिंग सोल्यूशननुसार, ते अल्कधर्मी पद्धत आणि आम्ल पद्धतीमध्ये विभागले जाऊ शकते.क्षारीय प्लेटिंग सोल्यूशनची किंमत जास्त आहे, पर्यावरण प्रदूषित करते, उत्पादनाची कमी कार्यक्षमता आणि खराब कोटिंगची गुणवत्ता, त्यामुळे ते प्रत्यक्षात वापरले जात नाही.ऍसिड प्लेटिंग सोल्यूशनचे मुख्य घटक ZnSO4·7H2O, NH4Cl आणि Al2(SO4)3·18H2O इत्यादी आहेत. एनोड म्हणून शुद्ध झिंक आणि कॅथोड म्हणून स्ट्रिप स्टील, विद्युत् प्रवाहाच्या क्रियेने, झिंक एनोड प्लेट विरघळली जाते. Zn2+ मध्ये प्लेटिंग सोल्युशनमध्ये, आणि Zn2+ कॅथोडवर मेटलिक झिंकमध्ये कमी केले जाते आणि स्ट्रिप स्टीलच्या पृष्ठभागावर जमा केले जाते.कोटिंगवर फॉस्फेट आणि क्रोमेटच्या मिश्रित द्रावणाने उपचार केले जातात, ज्यामुळे पेंटिबिलिटी सुधारू शकते आणि इलेक्ट्रो-गॅल्वनाइज्ड स्टील शीटची पृष्ठभाग चमकदार आणि गुळगुळीत आहे, जी प्रामुख्याने ऑटोमोबाईल उद्योगात पूर्वी वापरली जात होती.अलिकडच्या वर्षांत, अर्जाची व्याप्ती इलेक्ट्रिकल उद्योग आणि इतर पैलूंमध्ये विस्तारली गेली आहे, ज्यामुळे इलेक्ट्रो-गॅल्वनाइज्ड शीट उद्योगाच्या विकासास चालना मिळाली आहे.1970 च्या दशकात, एकल-पक्षीय गॅल्वनाइज्ड शीट्स देखील विकसित केल्या गेल्या.
पोस्ट वेळ: मार्च-10-2022


